





飛剪機力控制原理
1.飛剪機剪機內齒輪及軸承均選用稀油循環光滑,由外部稀油站供應。
2.減速器選用油池光滑。
力控制原理對于V系列變頻器而言,由于能夠做轉矩控制,因此能夠完成收卷恒張力的控制。
對于收放卷過程中恒張力控制的實質是需要知道負載在運行當中卷徑的變化,由于卷徑變化,導致為了維持負載的運行,分體機需要電機的輸出轉矩要跟著卷徑的變化而變化。






飛剪機首要件制作工藝技能要求
1.箱體選用Q235A鋼板焊接組件,飛剪機按YB/T036.11-92技能要求用接連焊及破口焊焊接箱體,焊縫高7-30mm。箱體焊后進行熱處理消除內應力后進行加工,
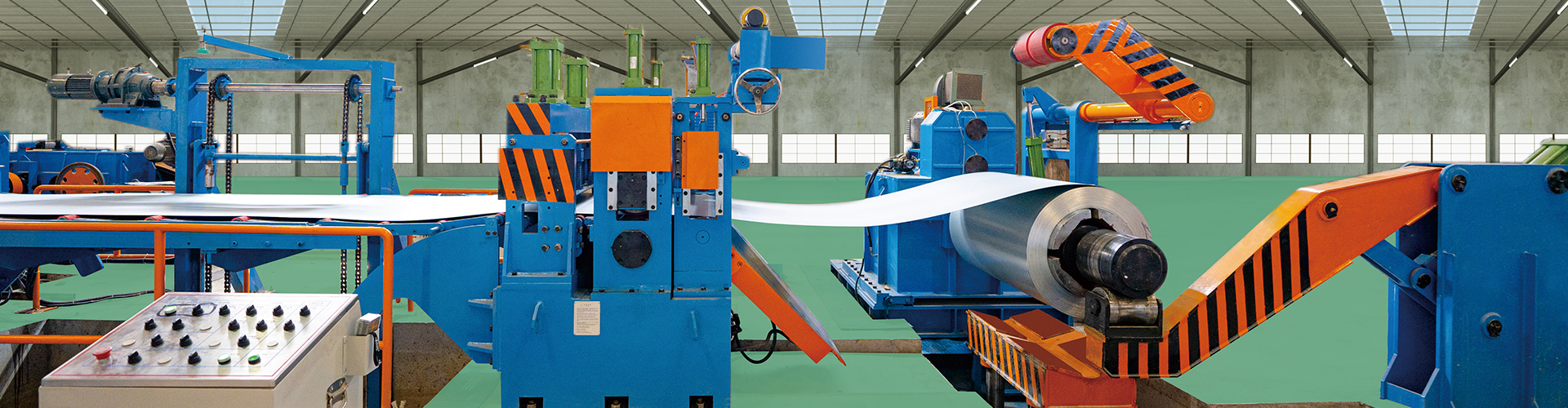
一切零件裝置前有必要查看,清洗,飛剪機滿意圖紙要求才可裝置。裝置后進行空載試車1小時,軸承溫度不超越60,齒輪工作面接觸面高度方向大與50%長度方向大于70%,齒輪確保齒側隙0.105。 飛剪機適應材料:冷軋板,電解鍍鋅板,熱浸鍍鋅板,彩涂板,不銹鋼板,鋁板,銅板等。高速開卷-整平-飛剪生產線為了可以提高優化一些剪板機的利用,延長其使用壽命,首先要選擇好的刀片與配件。剪板機的刀片是剪板機的緊張部件,電動擺式飛剪機,其是屬于飛剪機這一大類的,所以,在這個問題上,毋庸置疑,其為是。飛剪機生產線訂做飛剪機生產線訂做飛剪機生產線訂做
飛剪機適應材料:冷軋板,電解鍍鋅板,熱浸鍍鋅板,彩涂板,不銹鋼板,鋁板,銅板等。高速開卷-整平-飛剪生產線為了可以提高優化一些剪板機的利用,延長其使用壽命,首先要選擇好的刀片與配件。剪板機的刀片是剪板機的緊張部件,電動擺式飛剪機,其是屬于飛剪機這一大類的,所以,在這個問題上,毋庸置疑,其為是。飛剪機生產線訂做飛剪機生產線訂做飛剪機生產線訂做
掃一掃手機網站



 在線客服
在線客服 13702918602
13702918602 540688421@qq.com
540688421@qq.com